passivehouse.kcpc.com.cn 主办:住房和城乡建设部科技与产业化发展中心

北京新立基真空玻璃技术有限公司 孙景春、刘忠伟、蒋毅
北京中新方建筑科技研究中心 闫培起
1 前言
真空玻璃是新型玻璃深加工产品,是我国玻璃工业中为数不多的具有自主知识产权的节能玻璃品种,它相 比较于传统的中空玻璃具有传热系数低、抗结露因子级别高、隔声性能高、寿命超长、结构轻薄等优势。
真空玻璃是由两层平板玻璃构成的玻璃制品,两层玻璃之间为气压低于0.01Pa的真空层,使得气体传热可忽略不计,这是真空玻璃热工性能优异的机理。为了平衡真空玻璃内外大气压差,必须在两层玻璃之间设置“支撑物”方阵,类似房屋中的承重柱,同时“支撑物”使玻璃之间保持间隔,形成真空层。“支撑物”方阵不 仅要平衡大气压差,还要考虑到支撑物“热桥”形成的传热以及避免影响玻璃通透性,通常都要经过复杂和严格计算来综合各种因素进行设计。真空玻璃的结构如图1 所示。
广大用户选用真空玻璃的原因主要是看中了其优异的保温隔热性能,可以大幅度地降低用于建筑物采暖和制冷的能耗。在实际工程应用中,不少用户关心真空玻璃的安全性问题。关于真空玻璃的“安全性”这一概念, 可以从两个方面来介绍:一是真空玻璃自身强度;二是各种标准和规范对真空玻璃的实际应用提出的具体限定、指标。真空玻璃产品经过多年的研究和改进,不仅不断地提升自身强度指标,同时也在适应各种标准和规范的要求,不断完善产品结构,进一步提升产品的安全性。
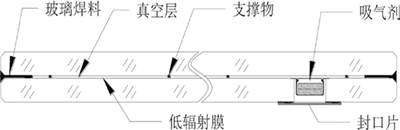
图 1 真空玻璃结构示意图
2 真空玻璃自身强度对产品安全性的影响
2.1 表面应力和碎片状态
影响真空玻璃自身强度最主要的因素是玻璃的表面压应力,产品的表面压应力越大,其强度越高,越不易破碎。一旦玻璃意外发生破碎,表面压应力越大的玻璃其碎片的尺寸越小,对人身安全来说,越小的玻璃碎片越安全。因此,提高真空玻璃安全性最直接的办法就是想办法提高产品表面应力。
最初的真空玻璃产品是采用未钢化的平板玻璃加工,产品强度低、安全性差,现已基本淘汰。目前行业内众多真空玻璃生产厂商都在使用钢化玻璃来生产真空玻璃,并且结合各种低温封接技术,使最终真空玻璃成品的表面应力不断提高。现在已经可以规模化生产表面应力高于90MPa的真空玻璃产品,破碎后任意50mm×50mm区域内碎片数量均不小于40个,完全符合国标《建筑安全玻璃第二部分钢化玻璃》GB15763.2的要求,破碎后的状态与钢化玻璃相同。因此,这样的真空玻璃习惯上被称为“钢化真空玻璃”,是目前市场上强度和安全系数最高的真空玻璃产品,如图2所示。

图2 钢化真空玻璃碎片状态
钢化玻璃是通过使平板玻璃在应变点以上快速冷却的方法使表面形成压应力层,从而提高强度。但玻璃自 身结构的缺陷,如硫化镍粒子、结石等会导致钢化玻璃自爆。目前,行业内普遍认为钢化玻璃的自爆率不超过0.3%。如将钢化玻璃进行均质处理,其自爆率会进一步降低。
真空玻璃的加工工艺有一个特点,在其边部封接材料熔封过程中,通常要将玻璃加热到300℃以上,并保持较长的一段时间,这与钢化玻璃均质过程相似,因而钢化真空玻璃成品自爆率经过这一工艺过程得到了有效控制,进一步提高了使用安全性。
2.2 支撑物矩阵设计
另一个影响真空玻璃强度的因素是支撑物矩阵的设计。真空玻璃中间层的支撑物起到平衡玻璃片内外大气 压差的作用,如图 3 所示。大气压对真空玻璃外表面施加了一个均布载荷,在真空层内要由支撑物对玻璃内表面施加的支撑力来平衡。玻璃基片与支撑物的相互作用使真空玻璃产生以下三个主要的应力:(1)玻璃基片的弯曲应力,在支撑位置玻璃外表面和支撑物连线中点玻璃内表面产生极值;(2)支撑物压应力;(3)支撑物与玻璃的接触应力。图4 所示为偏光镜下真空玻璃支撑物矩阵的应力斑,也称为真空星。
为保证支撑物矩阵不会影响玻璃采光和视觉效果,通常都将支撑物设计的比较小,并且希望支撑间距尽量 增大。通过合理布置支撑物间距和设计支撑物的外形尺寸,能保证上述三个应力在材料允许的范围内,同时得到真空玻璃最低的导热系数。因而,真空玻璃支撑物的形状、端面面积和矩阵排列的间距都需要经过严格的理论计算来进行设计,使真空玻璃在使用过程中的安全性得到有效的保障。

图3 真空玻璃构造及大气压作用下应力分布示意图 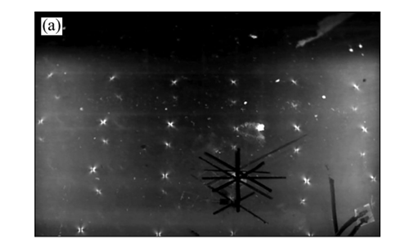
图4 真空玻璃支撑物矩阵应力斑
参考《建筑玻璃应用技术规程》JGJ113-2015 对平板玻璃长期荷载作用下安全强度设计值的具体规定,以直径为0.6mm的环形金属支撑物为例,假设支撑物表面处理为理想状态,即光滑无毛刺棱角,经过模型分析和模拟计算,真空玻璃允许的最大支撑物间距可参考表1数据。该结果经过试验验证与实际使用情况符合度非常高。
表1 真空玻璃基片厚度允许的最大支撑距离
| 玻璃厚度(mm) | 玻璃品种 | 最大允许支撑距离(mm) |
| 3 | 普通浮法玻璃 | 25 |
| 半钢化玻璃 | 30 | |
| 钢化玻璃 | 45 | |
| 4 | 普通浮法玻璃 | 30 |
| 半钢化玻璃 | 45 | |
| 钢化玻璃 | 45 | |
| 5 | 普通浮法玻璃 | 30 |
| 半钢化玻璃 | 45 | |
| 钢化玻璃 | 45 | |
| 6 | 普通浮法玻璃 | 30 |
| 半钢化玻璃 | 45 | |
| 钢化玻璃 | 45 |
由此可见,为了同时兼顾保温性能和使用安全性,真空玻璃的支撑物设计和间距的选择应该参考表 1提供 的参考数据,在合理的范围内选择,让广大用户放心。
2.3 封边可靠性
真空玻璃是通过焊料(通常是低温玻璃焊料)沿着四周将两片平板玻璃密封在一起,封边宽度通常在10~16mm 之间。真空玻璃在实际应用中,尤其是在隐框幕墙的应用中,由于受到外力、玻璃本身自重以及温差等多重作用,低熔点封边玻璃焊料在满足密封功能之外,还需要满足一定的力学性能要求。
目前,各真空玻璃生产厂家所使用的封边焊料都不尽相同,并且有各自独特的加工工艺,难以逐一列举计 算。本节选用北京新立基真空玻璃技术有限公司所使用的低熔点玻璃焊料为例,通过实测数据和理论计算,分析真空玻璃在实际使用中受到自重、温差以及风载荷作 用下的边部应力状态和大小来说明真空玻璃封边的可靠性问题。
对玻璃焊料的基本性能进行三点弯曲强度试验、封接界面的拉伸和剪切强度测试。低熔点玻璃焊料的弯曲强度按《玻璃材料弯曲强度试验方法》JC/T676-1997 标准执行,真空玻璃封接界面拉伸和剪切强度 按《ISO13124 Fine ceramics ( advanced ceramics, advanced technical ceramics )-test method for interfacial bond strength of ceramic materials》标准执行。测试结果见表2所示。
表2 低熔点玻璃焊料强度测试结果
| 测试项目 | 试样数量 | 测试结果(MPa) |
| 三点弯曲强度 | 8 | 33.16 |
| 封接界面拉伸强度 | 6 | 0.604 |
| 封接界面剪切强度 | 5 | 3.45 |
首先考虑玻璃自重对封边的影响。竖直放置的复合真空玻璃中的一片或几片玻璃自重全部由边缘封接部位承担,受到剪切应力作用。例如:玻璃结构为T6+夹胶+T6+V+T6+9A+T6的复合真空结构,玻璃尺寸为2.8m×1.8m,封边宽度10mm,真空玻璃封接部位承受共12mm厚度的玻璃自重影响,经过计算其剪切强度为0.0161MPa。从表2中得到低熔点玻璃焊料封接界面的剪切强度为3.45MPa,按持久应力作用取安全系数为6,则设计强度为0.575MPa,远高于上述举例中真空玻璃封接部位实际承受的剪切强度。因此,真空玻璃边缘封接强度能够承受玻璃自重的作用。
其次考虑温差作用下真空玻璃边缘封接的可靠性。当真空玻璃内外片温度不同时,因真空玻璃内外片膨胀程度不同,可造成边缘封接部位产生剪切应力。通过模型计算结果显示,温差引起的对玻璃焊料的剪切应力只与温差和玻璃基片的厚度有关,与真空玻璃长宽尺寸无关。表3为通过计算得到的不同厚度真空玻璃基片和不同温差下封接部位剪切应力数值。
表3 不同厚度真空玻璃基片和不同温差下封接部位剪应力
| 玻璃厚度 | 温差 (℃ ) | 剪应力(MPa) |
| 3mm | 30 | 0.01035 |
| 40 | 0.0138 | |
| 50 | 0.0173 | |
| 60 | 0.021 | |
| 70 | 0.024 | |
| 80 | 0.028 | |
| 4mm | 30 | 0.0139 |
| 40 | 0.0184 | |
| 50 | 0.023 | |
| 60 | 0.028 | |
| 70 | 0.032 | |
| 80 | 0.037 | |
| 5mm | 30 | 0.017 |
| 40 | 0.023 | |
| 50 | 0.029 | |
| 60 | 0.035 | |
| 70 | 0.040 | |
| 80 | 0.046 | |
| 6mm | 30 | 0.021 |
| 40 | 0.028 | |
| 50 | 0.035 | |
| 60 | 0.041 | |
| 70 | 0.048 | |
| 80 | 0.055 |
由计算结果可以看出,由温差产生的封接部位剪切应力远小于封边玻璃实际测试的剪应强度(3.45MPa),因此温差对封边玻璃的影响可以忽略不计。
最后考虑风载荷作用下真空玻璃边缘封接可靠性。假设真空玻璃边部处于自由状态,不受边框约束,这时风压下真空玻璃边部会发生弯曲,最大应力产生在最大弯矩处,即边部中心位置。按照前面复合结构真空玻璃的例子,长边2.8m为自由边,通过理论计算得到焊料承受的最大弯曲应力为2.99MPa。表2实际测量得到的低熔点玻璃焊料弯曲应力为33.16MPa,按短期载荷作用,取安全系数为3,则设计强度为 11.05MPa。可见,实例中的真空玻璃在该设计风压作用下封边焊料是安全可靠的。而实际上真空玻璃装配在幕墙或门窗后,由于边部有框架或密封胶的支撑作用,在风压作用下实际弯矩远小于完全自由状态。根据权威部门实际风压测试结果显示,该真空玻璃结构边缘封接部位实际承受国家最高级别5000Pa风压测试,仍保持结构和功能完好。
3 标准和规范中对真空玻璃应用中安全性的规定
为保证真空玻璃在实际应用中的安全性和防护性,除了需要满足前面介绍的有关真空玻璃自身强度的各种设计指标以外,还应满足各种工程应用技术规范的要求,使真空玻璃产品结构设计乃至运输、安装和使用等各个方面都有理有据,使广大客户可以放心使用。
通过对中国地区幕墙用玻璃的各种规范和工程应用指南的调研和汇总,可以得到对幕墙用真空玻璃的总体性要求:幕墙(全玻幕墙除外)必须使用安全玻璃(钢化玻璃、夹层玻璃及由钢化玻璃或夹层玻璃组合加工而成的其他玻璃制品);玻璃幕墙采用夹层玻璃时,宜采用干法加工合成;框支承玻璃幕墙,单片玻璃的厚度不应小于 6mm,离子性中间层夹层玻璃的单片厚度不应小于4mm、PVB夹层玻璃的单片厚度不应小于5mm;夹层玻璃、中空玻璃的单片玻璃厚度相差不宜大于3mm。针对上述通用性要求,建议幕墙用真空玻璃采用以下三种结构:
● 中空 + 真空 + 夹胶;
● 中空 + 真空 + 中空;
● 夹胶 + 真空 + 夹胶。
除此之外,《建筑安全玻璃管理规定》要求,除幕墙(全玻幕墙除外)必须使用安全玻璃外,以下位置也需要使用安全玻璃:7层及7层以上建筑物外开窗;面积大于1.5m2的窗玻璃,或玻璃底边离最终装修面小于500mm的落地窗;公共建筑物的出入口、门厅等部位。因而真空玻璃在上述场所的使用也建议采用复合结构。
根据规定,除上述特殊位置之外的窗玻璃可以单独使用真空玻璃,尤其是强度高、安全性好的钢化真空玻璃。考虑到为了满足型材设计需要,可以在单真空玻璃的基础上适当复合一层单真空或单夹胶的结构,都是值得推荐的配置。
真空玻璃由于腔体内的真空度可以达到1.0×10-2 Pa,因此在平放使用时,不会因为气体传导而造成传热增大,采光顶也是真空玻璃的重要应用方面。由于采光顶用玻璃需要承受水平自重、人员踩踏以及雨雪载荷等,因此国内对这个领域的建筑玻璃应用有具体而明确的规定,主要内容汇总如下:
采光顶玻璃应为安全玻璃。屋面距离地方高度大于3m时,必须采用夹胶玻璃;上人采光顶用玻璃必须采用夹层玻璃;(2) 采光顶玻璃单片不宜小于6mm,夹胶玻璃单片不宜小于5mm,其中上人屋面单片玻璃厚度不宜小于8mm,且夹层胶片厚度不应小于0.76mm,夹层玻璃的两片玻璃厚度相差不宜大于2mm;(3) 采光顶玻璃面板简支矩形最大相对挠度为短边 /60;(4) 玻璃面板面积不宜大于2.5㎡,长边边长不宜大于2m。
针对上述规定,建议没有节能要求的采光顶采用夹胶复合真空结构,如双面夹胶真空玻璃6mm+1.14夹胶+5mm+V+5mm+1.14夹胶+6mm(所有玻璃为钢化玻璃 );有节能要求的采用夹胶+中空复合真空的结构,如6mm+1.14夹胶+5mm+V+5mm+12A+6mm(所有玻璃为钢化玻璃)。
《建筑玻璃应用技术规程》JGJ113-2015对真空玻璃的最大许用面积进行了规定,具体细则见表4所示
表4
| 公称厚度(mm) | 最大许用面积(m2) |
| 6 | 0.9 |
| 8 | 1.8 |
| 10 | 2.7 |
| 12 | 4.5 |
4 结语
综上所述,行业内经各研究单位和真空玻璃生产企业经过多年的技术积累和研究,在扎实充分地理论分析和计算的基础上,真空玻璃的自身强度不断得到提升,完全可以满足实际应用中最恶劣工况下的安全性需要。基于对各项标准和规范的总结和研究,真空玻璃的设计和工程应用也能得到理论支撑和技术指导,进一步保障了真空玻璃产品实际应用的安全性,使广大客户用得放心。相信在行业内各级领导的关怀下,在各界同仁的共同努力下,只要我们从科研到生产再到工程应用的所有环节中尊重科学,遵守法规和规范,一定能走出一条真空玻璃健康发展的康庄大道。
参考文献:
[1] 唐键正.真空玻璃产业化及发展前景[J]. 玻璃,2008, 203(8): 26–36.TANG Jianzheng. J Glass (in Chinese), 2008, 203(8): 26–36.
[2]《建筑真空玻璃承载性能及强度设计》刘小根,包亦望,中南大学学报(自然科学版),第42卷第2期2011年2月 .
[3]《安全型真空玻璃构件功能一体化优化设计》刘小根,包亦望,硅酸盐学报,第38卷第7期2010年7月 .
[4]《支撑物缺位对真空玻璃应力和变形影响分析》刘小根,孙景春,门窗,2016年4月 .
[5]《真空玻璃边缘封接强度即可靠性分析》许海凤,刘小根,材料科学与工程学报,2012年2月 .
欢迎订阅《建筑科技》杂志(半月刊)